| No. | Name | Parameter | Unit |
| 1 | Max.length | 1600 | mm |
| 2 | Max.width | 1500 | mm |
| 3 | Min. Bending length | 260 | mm |
| 4 | Min.bending width | 190 | mm |
| 5 | Max.bending thickness(MS, UTS410N/mm²) | 2 | mm |
| 6 | Min.bending thickness(MS, UTS410N/mm²) | 0.35 | mm |
| 7 | Max.bending height | 170 | mm |
| 8 | Length adjustment mode of upper press | Manual | |
| 9 | Average energy consumption | 4 | KW |
| 10 | Weight | 17 | T |
| 11 | Outlook size:L*W*h | 5200*2400*2450 | mm |

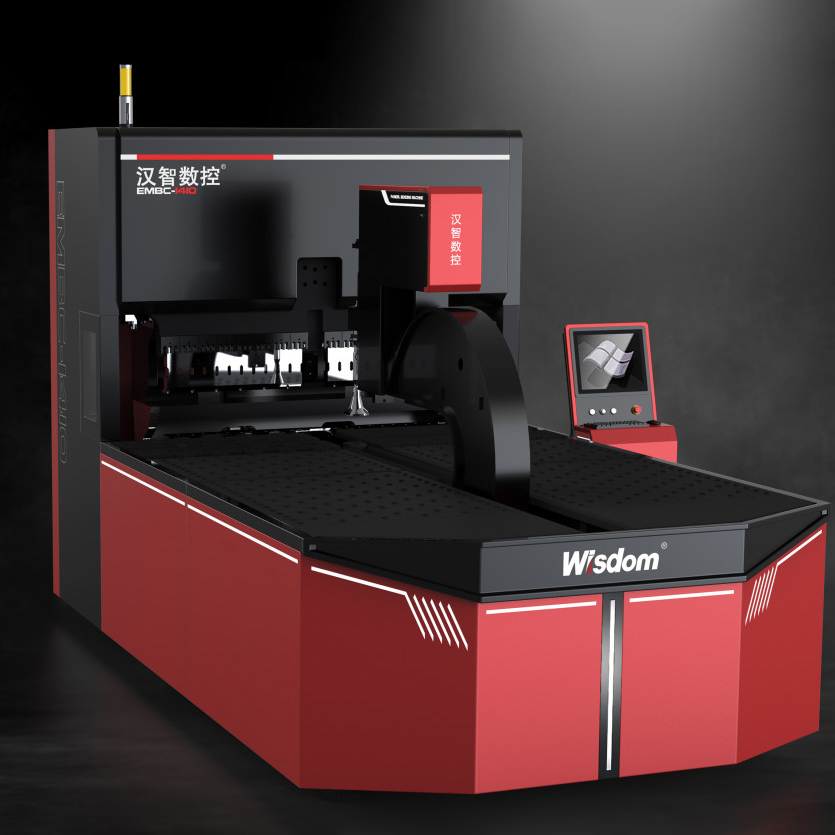
Fig. 1 Panel bender Finite element dynamic modeling of complete machine
Fig. 2 stress displacement deformation analysis results of frame


Fig. 3 stress displacement analysis results of ram
The power drive part of the bending unit is driven by a servo motor without the involvement of a hydraulic system, which has great advantages in terms of reducing wear and tear of components and transmission efficiency, in line with the energy saving and environmental protection policy advocated by the state. According to the setting of the sheet information, the system automatically calculates the position of the upper press knife 3 and controls the distance between the upper press knife 3 and the lower press knife 4 to fix the sheet; according to the system setting, whether this bending is up or down, the lower press knife 2 or the upper press knife 1 is controlled to move quickly to the bending position; according to different setting angles, the bending knife is controlled to move to the calculated position through the patented angle calculation formula to complete the bending. According to the different ways of bending, can be divided into angle bending, large arc bending, flattening bending, etc., which angle bending is divided into upward bending and downward bending.

 The upper press unit: a part of all bending processes, the EmbC full servo multilateral bending centre is equipped with a special upper press unit that can be installed and manually adjusted for different plate lengths. In order to meet the requirements of the avoidance bending box, we have developed a special avoidance die. Before pressing, the a part of the avoidance die is in the state before pressing in the diagram and the feeding starts. After feeding, it is in the state after pressing in the diagram and bending begins. After bending, the upper slider moves. During the movement of the upper slider, part A will automatically move to the state before pressing. After the upper slider has moved to the set position, the next movement begins.
The upper press unit: a part of all bending processes, the EmbC full servo multilateral bending centre is equipped with a special upper press unit that can be installed and manually adjusted for different plate lengths. In order to meet the requirements of the avoidance bending box, we have developed a special avoidance die. Before pressing, the a part of the avoidance die is in the state before pressing in the diagram and the feeding starts. After feeding, it is in the state after pressing in the diagram and bending begins. After bending, the upper slider moves. During the movement of the upper slider, part A will automatically move to the state before pressing. After the upper slider has moved to the set position, the next movement begins.

Fig.7 Bending box avoidance
Fig.6 Upper press unit
Bending tools are divided into upper bending tools and lower bending tools. Special bending tools can be customised according to the different requirements of the customer.2.Plate feeding unit: The movement, clamping and rotation of the sheet metal are controlled by the robot 1, the fixture 2 and the rotating disc 3 respectively. During the entire machining process, the feeding of the sheet metal is controlled by servo motors, enabling automation and fast positioning, reducing movement times and increasing efficiency. Thanks to the structural innovations and the application of full servo control, the clamping and rotation of the sheet metal is able to maintain accuracy throughout the working process of the multilateral bending centre. For many complex workpieces, even polygonal ones, a continuous rotation accuracy of 0.001 can be guaranteed.3.Plate positioning unit : The plate positioning unit consists of a left positioning pin, a right positioning pin, a front positioning pin and a rear positioning pin; the left and right positioning pins position the plate to the left and right. The front positioning pin and the rear positioning pin control the front and rear position of the plate and ensure that the plate is parallel to the upper and lower press knives, which is used to ensure the positioning accuracy of the plate. The plate positioning unit can automatically position the plate and automatically complete the multilateral bending at one time, which greatly shortens the bending cycle time, controls the shearing error of the plate at the first bending and ensures the accuracy of the bending.4.CNC system A: Jointly developed CNC systems and software can be applied and managed quickly and easily B: Key features. a) . EtherCAT bus control method with high interference resistance b) Supports direct programming, bending data for each step can be entered in the form c) Support for curved bending d) Fully electric servo control e) Support for bending compensation f) Support for two-dimensional programming 2D programming function, import 2D DXF drawing data, automatically generate bending process, bending size, bending angle, rotation angle and other data. After confirmation, automatic bending processing can be carried outList of main part





| No. | Name | Brand |
| 1 | Frame | Wisdom |
| 2 | Tool | Wisdom |
| 3 | Bending unit | Wisdom |
| 4 | CNC System | Wisdom |
| 5 | Servo motor | Wisdom |
| 6 | Servo driver | Wisdom |
| 7 | Rail | Wisdom |
| 8 | Ballscrew | Wisdom |
| 9 | Reducer | Taiwan |
| 10 | Breaker | Schneider |
| 11 | Button | Schneider |
| 12 | Electrical part | Schneider |
| 13 | Cable | Yicu |
| 14 | Proximity switch | Omron |
| 15 | Bearing | SKF/NSK/NAICH |
| No. | Name | Qt. | Remark |
| 1 | Tool box | 1 | |
| 2 | Install pad | 8 | |
| 3 | Inner hexagon spanner | 1 set | |
| 4 | Manual refueling gun | 1 | |
| 5 | CNC system manual | 1 | |
| 6 | open spanner | 1 |